始创于2000年
专注光通信数据机房一站式解决方案菲尼特就是光纤服务热线
400-800-5539
机柜内的水平双绞线位于机柜的后侧。过去,这些双绞线不进行整理,或进行简单的绑扎后立即上配线架,那时,从机柜的背后看去,水平双绞线就象瀑布一样垂荡在那里,或由数根尼龙扎带随意绑扎在机柜的两侧。大家关心的重点是每根双绞线的性能测试合格。
随着布线水平的提高,布线系统的工程商已经通过施工工艺及层层把关,有把握达到每根线都能够通过性能测试。这时,人们的注意力就转向了美观。
根据国标,垂直桥架内的线缆每隔1.5米应绑扎一次(防止线缆应重量产生拉力造成线缆变形),对水平桥架内并没有要求。而终端面板、机柜、配线架、配线箱按照标准必须做到两底角平行,因此布线系统的美观就主要集中在机房内的线缆部分。
机房内的线缆往往会进入机柜配线架或壁挂配线架。在本文中将主要涉及机柜型配线架的理线工艺。
在机柜正面,生产厂商已经制造出了各种造型的配线架、跳线管理器等部件,其正面的美观已经不成问题。而机柜后侧的美观,往往不为人们所注意,造成工程完工后不敢让人参观机柜的内部。
在机房内,应当做到每根线从进入机房开始,直到配线架的模块为止,都应做到横平竖直不交叉。并按电子设备排线的要求,做到每个弯角处都有线缆固定,保证线缆在弯角处有一定的转弯半径,同时做到横平竖直。
上述要求同样适用于机柜后侧。既然水平双绞线布置成瀑布型已经不再理想,因此对机柜内的水平双绞线就应该进行理线。
理线这一名词已经在许多施工人员口中听到,但其含意却各不一样,其原因在于理线的工艺手法不一样。
为了做到线缆美观,菲尼特看到过三类理线工艺:
瀑布造型
这是一种比较古老的布线造型,有时还能看到其踪影。它采用了“花果山水帘洞”的艺术形象,从配线架的模块上直接将双绞线垂荡下来,分布整齐时有一种很漂亮的层次感(每层24-48根双绞线)。
这种造型的优点是节省理线人工,缺点则比较多,例如:安装网络设备时容易破坏造型,甚至出现不易将网络设备安装到位的现象;
每根双绞线的重量全部变成拉力,作用在模块的后侧。如果在端接点之前没有对双绞线进行绑扎,那么这一拉力有可能会在数月、数年后将模块与双绞线分离,引起断线故障;
万一在该配线架中某一个模块需要重新端接,那维护人员只能探入“水帘”内进行施工,有时会身披数十根双绞线,而且因双向没有光源,造成端接时看不清。
逆向理线
逆向理线是在配线架的模块端接完毕后,并通过测试后,再进行理线。其方法是从模块开始向机柜外理线,同时桥架内也进行理线。这样做的优点是理线在测试后,不会因某根双绞线测试通不过而造成重新理线,而缺点是由于两端(进线口和配线架)已经固定,在机房内的某一处必然会出现大量的乱线(一般在机柜的底部)。
逆向理线一般为人工理线,凭借肉眼和双手完成理线。
逆向理线的优点是测试已经完成,不必担心机柜后侧的线缆长度。而缺点是因为线缆的两端已经固定,线缆之间会产生大量的交叉,要想理整齐十分费力,而且在两个固定端之间必然有一处的双绞线是散乱的,这一处往往在地板下(下进线时)或天花上(上进线时)。
正向理线
正向理线是在配线架端接前进行理线。它从机房的进线口开始,将线缆逐段整理,直到配线架的模块处为止。在理线后再进行端接和测试。
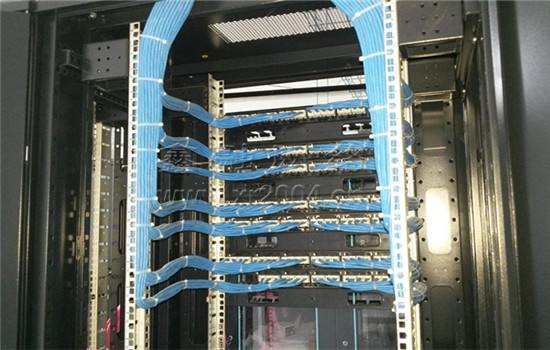
正向理线所要达到的目标是:自机房(或机房网络区)的进线口至配线机柜的水平双绞线以每个16/24/32/48口配线架为单位,形成一束束的水平双绞线线束,每束线内所有的双绞线全部平行(在短距离内的双绞线平行所产生的线间串扰不会影响总体性能,因为桥架和电线管中铺设着每根双绞线的大部分,这部分是散放的,是不平行的),各线束之间全部平行;在机柜内每束双绞线顺势弯曲后铺设到各配线架的后侧,整个过程仍然保持线束内双绞线全程平行。在每个模块后侧从线束底部将该模块所对应的双绞线抽出,核对无误后固定在模块后的托线架上或穿入配线架的模块孔内。
正向理线的优点是可以保证机房内线缆在每点都整齐,且不会出现线缆交叉。而缺点是如果线缆本身在穿线时已经损坏,则测试通不过会造成重新理线。因此,正向理线的前提是对线缆和穿线的质量有足够的把握。
正向理线的优点是在机房(主机房的网络区或弱电间)中自进线口至配线架之间全部整齐、平行,十分美观。缺点是施工人员要对自己的施工质量有着充分的把握,只有在基本上不会重新端接的基础上才能进行正向理线施工。在本文中基于目前的布线工程公司已经能够把握工程质量的现实,推荐采用正向理线工艺。
正向理线所需人工约为1.5人,每24根线耗时40分钟左右(未计入寻找线号的时间)。所需工具如下:
1、锋钢剪刀1把国产用于剪线,中号即可。也可使用进口的斜口钳
2、理线板1块自制用于将双绞线理整齐,见详述
3、理线表1张自制根据配线架编号图自制,与理线板配合使用。
4、梯子1把国产用于爬到高处的进线口理线
5、尼龙扎带若干根国产用于等距绑扎和固定线束。所需规格为100、150和250mm
理线板:
理线板是正向理线的必备工具,它可以采用纤维板、层压板或木板在现场自制,也可以在公司里制作后使用。
理线板的制作方法十分简单:测量所用双绞线的缆径,并附加2-4mm后形成理线板的孔径,然后根据板的强度选择孔与孔之间的间距,在板上横向划5根线、纵向划5根线后留有写编号的空间后确定板的长宽尺寸。剪切或锯下多余部分后,使用手枪钻在划线的交叉点上以所确定的孔径钻25个孔后,用粗砂纸将所有的边沿倒角后,在横向写上(或刻上)1-5的编号,在纵向写上(或刻上)A-E的编号后大功告成。.
理线板是一块25孔方板(对应于24口配线架的合适尺寸5×5孔理线板,也可以选用4×6、8×8等规格),单面印字,每孔可以穿1根水平双绞线。可以想象:当双绞线穿入理线板后,彼此之间的相对位置就基本固定,根据其位置进行绑扎时不容易出现大的错位现象,更不易出现线缆的交叉现象。
理线表:
理线板需使用相应的理线表配合理线。理线表是一张人为定义的表格,当使用5×5理线板时,理线表为5行5列的表格,每个单元格对应一个孔。理线表的填写方法可以有多种,每种填写方法对应于一种排列顺序。在右图中介绍了其中一种排列顺序(孔内数字代表配线架上的模块编号):
理线表的目标:使用24口1U配线架,线缆从配线架的右后侧(从配线架背面看)转向配线架,双绞线从线束的底部抽出转向配线架,保证顶部的双绞线一直排列到最后的21~24号模块。注:图中的1-24编号为配线架模块的编号,不是真正所需填入的、与配线架模块号一一对应的线号。
在实际填写理线表时,应将与配线架1-24口对应的线缆线号填入理线表,这样线号与配线架的模块号就一一对应。在一般情况下,当配线架布置图完成后,可使用EXCEL的联动功能,自动形成针对每个配线架的理线表。
正向理线的基本施工工艺请见——《正向理线施工工艺九步走》
多束线理线(分支理线)
当机柜内有多个配线架时,每个配线架的线束应分别理线。但由于机柜内的扎线板宽度有限(一般宽度为100mm),只能并排绑扎3~4束24根的线束,而深度为800mm的机柜内右侧最多能放2根扎线板(机柜内的水平双绞线应从单侧绑扎,以免影响美观),即可能达不到绑扎200根水平双绞线的目标。这时可以使用二次理线方式,先使用8×8理线板扎出48根的线束(6×8),到一定高度后再添1块5×5理线板将该线束分为2束后,继续理线至配线架。
有些公司使用理线梳进行正向理线,这个工具可以避免向理线板穿线这一费时的工序,但理线梳也有缺点。例如:在理线过程中双绞线容易从梳子中逃出;如果理线不能立即完成,数天后理线梳中的线可能已经自行脱离,这时就必须重新将线排入梳中。
现在,有些布线厂商已经推出了专用的理线器材,但从照片看仿佛需要占用额外的机柜/桥架空间,这也许对于减小线间干扰有益,但同时要求机柜/桥架具有更大的空间。这一点对于每个机柜中需要容纳数百根双绞线时,是需要在施工前有所考虑的。
关于配线机柜
根据上述理线工艺,可以发觉布线系统对机柜有着特殊的要求。在机柜制作厂中,往往有设备机柜(安装公共广播、安防、工控等设备)、通信机柜(安装计算机网络设备、光端箱等设备)、服务器机柜(安装计算机的服务器)和配线机柜(安装综合布线的配线架及计算机网络设备)等类型,在机柜厂中,大多生产设备机柜和服务器机柜,专门用于综合布线系统的配线机柜则很少生产。故许多工程商事实上是使用设备机柜或通信机柜来代替配线机柜。
配线机柜是为综合布线系统特殊定制的机柜。其特殊点在于增添了布线系统特有的一些附件,并对电源的布局提出了特别的要求。例如:
1、在机柜的后部左侧(从后向前看,后背板与立柱之间),安装1个前全封闭的金属电源线槽,它从机柜底部一直延伸到机柜顶部,其中最上方的插座专门用于为风扇供电。垂直安装全封闭金属电源线槽的目的是避免对水平双绞线产生电源打扰。在大多数机柜中,使用的是水平安装的电源拖线板,这种结构使部分电源插座与水平双绞线之间的间距小于200mm,因此它不是理想的电源布局结构。
2、扎线板:在机柜的右后侧(从后向前看,后背板与立柱之间),安装2块100mm宽的铁板,板上沿垂直方向每隔10mm开一个5×100mm的腰圆孔,铁板长度为从机柜的底板到顶板。同样,在左后侧(电源线槽与立柱之间)安装一块相同的铁板。走线板的外露面要求平整、无毛刺,以免损伤线缆,这块扎线板紧贴着接地的金属电源线槽,在这边仅可以铺设光缆和传送语音用的大对数电缆;
3、底盘:后部开1个300×200mm的长方型进线孔,用橡皮裹边,以免损伤电缆。在孔上方90mm处,可以安装一块隔板,以求机柜内的美观。
4、前立柱距玻璃门之间将两根垂直理线槽(带盖,插齿型结构,分立在两侧的立柱外)。
5、接地:在机柜中部自低到顶垂直安装一根接地铜带,该铜带上每隔2U等距开1个M6粗牙螺丝孔,以便于屏蔽配线架就近接地,其中最下端的螺丝孔用于机柜引出接地线。机柜的各个金属部件均应接地,以实现机柜的整体接地,而且机柜接地应通过接地铜带上的接地引出线接至机房的接地铜排上。
6、在机柜的两侧应各具有两组并接螺栓孔,并配有并接螺栓,当数个涉密等级相同的配线机柜并排放置在一起时,最好使用并接螺栓将机柜连接成一个整体。
7、配线架安装螺丝应该满配(对于42U机柜而言,需要配84套安装螺丝),去目的是确保配线架、网络设备和空面板全部使用相同的安装螺丝,这样才能保证机柜正面的美观。
8、机柜宜构成可拆卸式,以方便搬运和施工。机柜能够被拆卸成6片(前、后、上、下、左、右),这样便于包装和运输。在到达现场后,可以通过螺丝重新拼装成机柜,当机房门高度有限时,可以在机房内拼装。
